
邢台Q355B/D钢板零割-锰板切割切割厂
在实际的具体操作情况中,我们要根据钢板的厚度、材质等综合条件,来选择不同的切割方法。其中钢板厚度是影响钢板切割的主要的一个原因。 在切割前要先了解一下钢板的厚度类别。根据厚度的不同,可把钢板分为薄板(0.2-4)、中厚板(4-60)和厚板(>60)。 其次要因地制宜,根据不同厚度的钢板来提前制定好切割计划和方法。比如切割成矩形、三角形等这些有规则的薄钢板时可以选择剪板机,这样不仅速度快,质量也有,而且成本低。除了剪板机切割外,火焰切割的成本也不高,而且操作更加灵活自由,可以切割出不同形状的钢板。但是切割薄钢板时容易导致其变形,切割材料品种有限,对技术的要求也相对更高一点。 然后是激光切割,这种方法成本相对较高一些,因为一台激光切割设备的价格要其他设备,所以成本相对来说会有所提升。但是激光切割的精度很高,可满足一些度要求较高的客户需求。在加氧的情况下,激光切割可以满足厚度为20的钢板切割。 后是水流切割,其切割范围广,度高,不易变形,更加环保,但是速度慢,能耗大,我们可以在切割时选择视情况而定。
针对被切割钢材结构而言的,一般是指工业燃气和氧气混合燃烧并达到切割要求的温度,对钢材结构进行熔化、吹渣和分割的过程。目前所用的技术有火焰切割、水切割、等离子切割、数控切割等。常用的是火焰切割,它具有成本低,操作简便,技述成熟,使用广泛等特点,是目前工业中使用广泛的切割技述,火焰切割指利用工业然气与氧气混合燃烧火焰将被切割的金属加热到钢材的溶点,再释放出高压氧气流,使金属进一步剧烈氧化并将燃烧产生的熔渣吹掉形成切口的过程。目前使用的切割气主要有乙炔,丙烷,氢氧气,霞浦气,天然气等。乙炔具有污染严重、对工作人员伤割大、易回火、造等缺点,现在国家已明令淘汰使用。丙烷、氢氧气、霞浦气成本相对比较高。天然气切割是近几年发展起来的新技述,具有低碳环保、安全稳定、成本低廉、气源丰富等优点,是国家大力推广的技述,具有广扩的前景,普通天然气带氧燃烧的火焰温度达不到乙炔带氧燃烧的火焰温度,添加增温助燃添加剂(如神麒天然气增效剂等)与燃气发生络合反应,经崔化、活化、聚集热量之后才能实现天然气切割所要求达到的切割温度。在进行自动切割时,吊钢板至气割平台上,应调整钢板单边两端头与导轨的距离差在5mm范围内。在进行半自动切割时,应将导轨放在被切割钢板的平面上,然后将切割机轻放在导轨上。使有割炬的一侧面向操纵者,根据钢板的厚度选用割嘴,调整切割直度和切割速度。
因客户与我们在钢板材质上说法的不同,所以明确客户采购钢板的材质要求,避免在采购钢板或钢板切割下单时造成材质的混淆和错乱而造成不必要的损失。例如,因钢板材质没有明确而造成的钢板运输费用上的损失也不在少数。所以在钢板销售业务中对钢板材质的了解与客户的明确要求,在钢板销售、切割加工中的成本有着很重要的关系。厚板常见的宽度一般有:1500mm,1800mm、2000、2200、2500、2800,长度一般从6000mm至12000mm。客户是根据自己的产品尺寸要求进行倍尺计算来确定采购钢板的宽度与长度。其次客户考虑在进行钢板加工时所需的加工损耗来确定钢板采购尺寸。尽量减少钢板切割加工过程中的浪费,以达到降低钢板采购资金和综合成本和的目的。客户的钢板采购量较大的时候,可进行钢厂定轧。按客户的尺寸进行定制钢板。
根据板厚调整切割参数。一名有经验的火焰切割机操作工对预热时间的把握需要关注多个方面因素,例如切割板厚、切割燃气、切割速度、起火点位置等多种因素有关,综合多方面因素调整预热时间长短。在预热中。可根据实际预况,随时增、减预热时间的长短。同样。经修改后的预热时间将被记忆,下一次预热时。将按修改后的预热时间预热,为简化操作难度和操作控制,数控切割机对火焰切割预热时间可人为设置时间长短,具体操作是在数控系统后。选择火焰切割方式后,将预热时间以秒为单位输入数值。在确定其他切割设置之后,割将在位置点火预热。
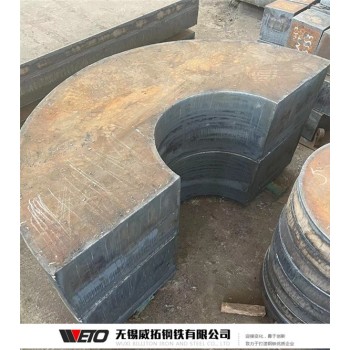
【钢板加工种类】 可加工法兰盘、盲板、机械零部件加工、齿轮箱体、轴承座、轧钢机牌坊、减速箱体、钢结构加工件、基础环件、机床框架等特殊钢板半成品加工及整板销售。 可根据用户需求切割各种厚度钢板.仿形件、异形件、轧机牌坊、墙板、管板、立板、滑块、轴承座、法兰盘、圆盘等特殊异形构件下料。
现在线切割设备也开始变得越来越受大家的欢迎,它又被称作为是电火花线切割机,目前已经在与电火花有关的设备中占了绝大部分。以上就是目前钢板切割加工技术中常见的几种设备。 除此以外,还有几种钢板切割加工设备现在也开始逐渐被人们进行使用,比如我们近频繁听到的等离子切割机以及还算比较常见的剪板机等等。我们在购买钢板切割加工设备的时候,要根据自己的经济状况来进行选择和使用。








